
焊接是在工业制造中使用得很多的一种工艺,在汽车制造中更是应用得很广泛,如:汽车的发动机、变速箱、车桥、车架、车身、车厢等都离不开焊接技术的应用。今天我们就来说说汽车车身自动化焊接生产线,一起来看看吧。

汽车焊接自动化生产线根据汽车生产纲领、汽车年产量的不同,每条生产需普通点焊机几十台至几百台不等,汽车车身焊接生产线主要是由车体骨架、发动机罩、行李箱盖、左右门外板焊接总成共同组成的。
汽车焊接生产线在汽车零部件的生产中广泛地采用了点焊、凸焊、缝焊、对焊及电弧焊等焊接工艺。如:横梁总成托架点焊、传动轴平衡片凸焊、汽车燃油箱缝焊、汽车轮圈连续闪光对焊、汽车转向臂、消声器、净化器壳体的电弧焊等。
汽车车身生产工艺流程:车身部件由升降传输辊床运输到工位内部,到位之后,由车身焊接定位夹具将车身侧围、顶盖横梁和车体主结构定位夹紧,然后机器人用定位焊焊枪对车身进行定位焊接。焊接结束之后,夹具打开,车身再由升降辊床运输到下一个工位。车身工段的焊接多采用自动线,其生产工艺流程如图所示。
由于车身工段焊点数量较多,无法在一条生产线上完成,所以车身工段一般含有多条主线。如:主线一完成车身骨架的焊接;主线二对车身骨架进行补焊及后闭合板外板和承重梁定位焊和补焊;主线三完成顶篷在车身上的焊接。为了保证激光钎焊焊缝的美观,焊接主线会设置一个专门对焊缝进行自动打磨的工位,该工位可以同时对顶篷前后端进行定位焊的补焊和激光钎焊的打磨。
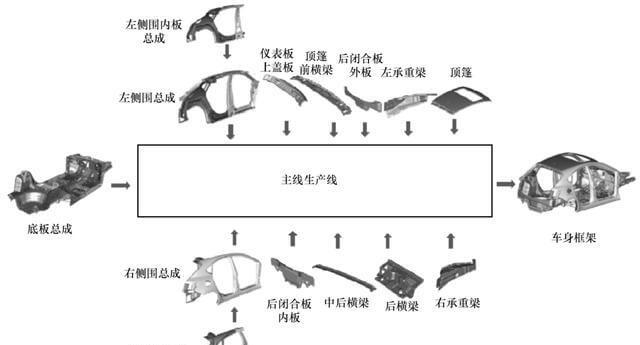
汽车焊装主线是把侧围分总成线、底板分总成线、由小件焊接而成的车体钣金合件及顶盖,通过传输装置、夹具、合装台等设备定位后,焊接合装,完成车身组焊的总成线。

以上就是关于汽车车身自动化焊接生产线的内容介绍了,希望可以对您有所帮助。如您有定制汽车焊接生产线的需求,可联系我们进行详谈。
